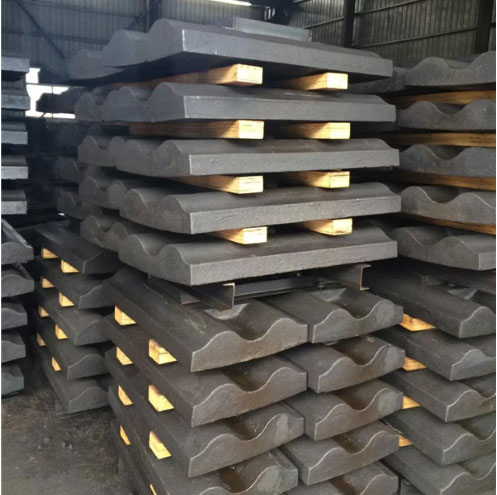
■ Characteristics of subcutaneous stomata
It often occurs in the place with the lowest temperature of molten iron (far away from the inner sprue) before pouring. It is 1-3mm under the skin of the casting, with a diameter of about 1-3mm and a small circular or elliptical hole, and the inner wall is smooth. There are more small pieces.
■ Causes
The oxide film formed on the surface of the molten iron (the more residual magnesium, the thicker oxide film) prevents the gas that has entered the molten iron from escaping; the water in the mold interacts with mg or MGS to form H2, H2S, and the subcutaneous pores are generated when the surface of the casting cannot escape. The lower the pouring temperature is, the more likely to produce subcutaneous pores; there are less subcutaneous pores in thick and large parts than in thin and small parts.
■ Preventive measures
In order to ensure the spheroidization, the amount of magnesium should be reduced as much as possible;
Try to reduce the sulfur in the original molten iron;
Increase pouring temperature (> 1300 ℃) and pouring speed;
Strictly control the moisture content of molding sand < 5%;
Strengthen the permeability of core;
Open pouring system is adopted, water inflow is stable;
The furnace charge shall be clean and free of rust, oil, water, etc.
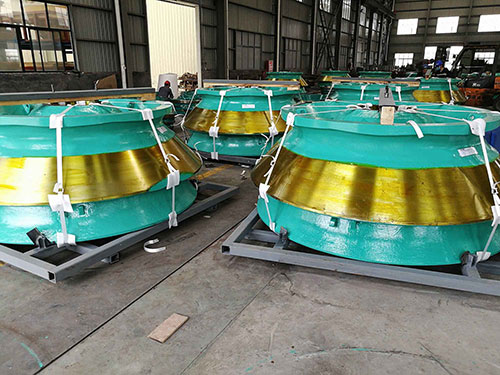
■ Slag inclusion characteristics
Most of them appear on the top surface or dead corner of the casting. The section is dark black and lusterless, with inclusions and intermittent distribution in different depths. Slag inclusion will reduce the mechanical properties and compactness.
■ Causes
There are a lot of slag inclusions formed by the reaction of sulfur and oxygen in the molten iron, but they are not cleaned in time; during the transportation, subcontracting, pouring and molten iron flow process, the secondary oxidation of the molten iron is intensified, and the oxide film is broken into the mold to form slag inclusions.
■ Preventive measures
In order to ensure spheroidization, magnesium residue in molten iron should be reduced as much as possible, and sulfur and oxygen content in the original molten iron should be reduced; the formation temperature of oxide film can be reduced by controlling appropriate re residue (0.02-0.04%); the slag on the surface of molten iron should be removed; the design of pouring system should ensure stable filling and improve slag retaining capacity.